✎导 读
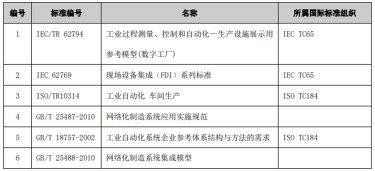
汽车冲压柔性高速智能制造生产线保证了生产线高速、柔性、智能化的运行。本文通过对案例展开分析,深入阐述了系统架构、关键绩效指标、案例特点,对比国内外同行情况,为汽车智能制造发展提供参考。
作者:《智能制造标准化》中国电子技术标准化研究院,来源:智造苑,智能工厂前线经授权发布。
一、案例在智能制造案例基本情况
本案例属于智能制造标准体系框架中重点行业里的节能与新能源汽车。
汽车冲压柔性高速智能制造生产线:通过应用工业以太网、射频识别技术(Radio Frequency Identification,RFID)、自动传感器等,在冲压车间建成底层设备与上层管理系统互联的网络结构,实现生产过程、设备、质量、模具、板料、零件信息全采集。以数据驱动管理,对生产过程进行监控、管理、看板指挥、大数据分析,实现对生产现场信息智能化、自动化的实时共享。整合冲压车间制造执行系统上下游业务单元,建立以生产需求为牵引的冲压拉式智能排产业务模式。该生产线实现了底层冲压设备、换模设备、物流数据、质量数据、人员数据的互联互通,最终实现1.5天低库存运营、实时动态库存管理、实时动态盘存、生产计划实时智能化排程等主要技术指标,保证生产线高速、柔性、智能化运行。
二、智能制造系统架构介绍
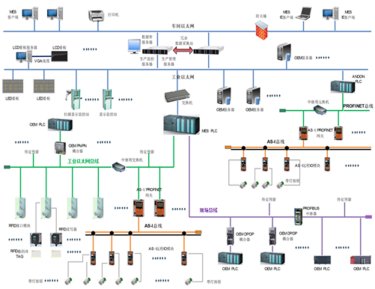
1)冲压车间智能制造执行系统功能架构
冲压车间智能制造执行系统包括整线控制系统、设备监控系统、质量管理系统、物流监控、生产智能排程系统、生产防错系统、工艺参数监控系统及数据采集集成平台。通过车间智能制造执行系统的建设,解决底层自动化设备间、上层各系统间(如MES、PMC、MQS等)的互联互通,以及设备参数、工艺参数、质量信息、生产过程数据的全面采集。开发工艺参数、设备运行状态、生产计划状态、质量大数据分析优化模型,以支持工艺、质量、生产管理的持续优化,形成产品内部执行代码解析、工装字段定义、冲压设备数据采集及管理等内容的创新应用。冲压车间智能制造执行系统架构如图1所示。