多数人对“柔性制造”的概念,似乎就是“想生产什么就生产什么,想什么时候换型就换型”,仿佛只要够灵活,效率自然也能跟着飞。但现实里,“灵活”和“效率”经常打架——越想快速切换订单,产线越容易乱成一锅粥——有家精密电子厂,就栽进了这个陷阱。
PART1
柔性制造的踩坑实录
小批量换型,反而更慢了
老板的预想很美好,想靠“小批量、多换型”更快响应客户,把原来一次做500件的“大箱生产”,改成100件一批的“小盒生产”,灵活度直接翻了5倍。
可结果让人大失所望,产量不仅没涨,反而降了17%,换型时间占比从3.6%飙到15.3%,像“每隔1公里就设个收费站”,产线刚加速就被迫刹车;自动化工位刚找到节奏,就被换型打断;人工工位刚熟悉流程,又要切换产品,隐性损耗比看得见的停线时间大得多。
PART2
场景复现+测试预演
用仿真找到柔性和效率的平衡点
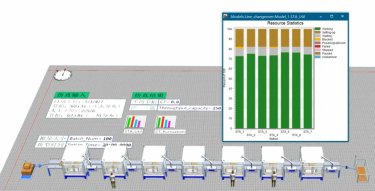
怎么打破这个死循环?工厂请来了“仿真军师”——给产线拍部“数字电影”,把生产细节全搬进电脑里重演,一点点揪出问题的根。
STEP 1 先拍“基准片”大批次的稳定节奏
仿真先模拟500件/批的“大箱生产”:
自动化工位像“机器人拧螺丝”,速度稳;
人工工位像“熟练工装配件”,虽偶尔慢半拍,但整体顺;
换型像“偶尔进服务区加油”,停一会儿就走,对主线影响很小。
——这时候产线像“跑高速的车”,产量稳稳往上走。